
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验
您好,欢迎进入锽沺实业有限公司官网!
咨询热线:18928220505














咨询热线:18928220505
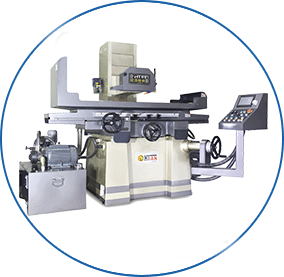
![[field:companyname]](/template/pc/skin/images/sy-jianjie-1.png "磨床厂家")


咨询热线:18928220505



2024-04-08
2024-04-08
2024-04-08









 地址:广东省东莞市长安镇建安路911号7栋2号
地址:广东省东莞市长安镇建安路911号7栋2号 电话:18928220505
电话:18928220505 邮箱:1804709866@qq.com
邮箱:1804709866@qq.com